
How Viscosity Affects Your Automated Dispensing System
1. What This Resource Covers & Why It Matters
Viscosity is the single most important property of any fluid running through an automated dispensing system. It determines how much pressure the pump must generate, how the material behaves at the nozzle tip, how sensitive the system is to temperature swings, and which pump technology produces reliable results versus which one fails unpredictably. In practice, more dispensing system problems trace back to viscosity than to any other variable. However, it is also the variable that gets the least attention during system specification.
This article explains what viscosity means in engineering terms, how it interacts with every major component of a dispensing cell, and what the consequences of getting it wrong look like on the production floor.
2. Typical Equipment in This System
| Equipment | Role or Typical Capability |
|---|---|
| Time-pressure dispense valve | Opens for a defined time under regulated air pressure; flow rate is directly sensitive to viscosity changes; suited for low-viscosity fluids where ±5–10% volume variation is acceptable |
| Progressive cavity pump | Positive displacement pump using a rotating helical rotor inside a sealed stator; delivers consistent volume independent of viscosity variation; Nordson EFD 797PCP and Viscotec eco-PEN series are common industrial examples |
| Gear pump | Positive displacement using meshing gears; suited for medium-viscosity materials; sensitive to abrasive fillers that cause wear |
| Jetting valve | Dispenses discrete droplets at high speed without nozzle-to-substrate contact; requires relatively low viscosity (typically below 120,000 cP) and fast thixotropic recovery |
| Heated supply hose and reservoir | Maintains fluid temperature within ±1°C from reservoir to nozzle tip; critical for temperature-sensitive materials where viscosity changes significantly across the production day |
| Viscometer | Measures fluid viscosity at defined temperature and shear rate; used for incoming material verification and process control calibration |
| Temperature controller | Closed-loop system that monitors and adjusts material temperature at the point of application; Saint Clair Systems and Graco both offer integrated solutions for adhesive and sealant lines |
3. How It Works: Real-World Breakdown
What Viscosity Means
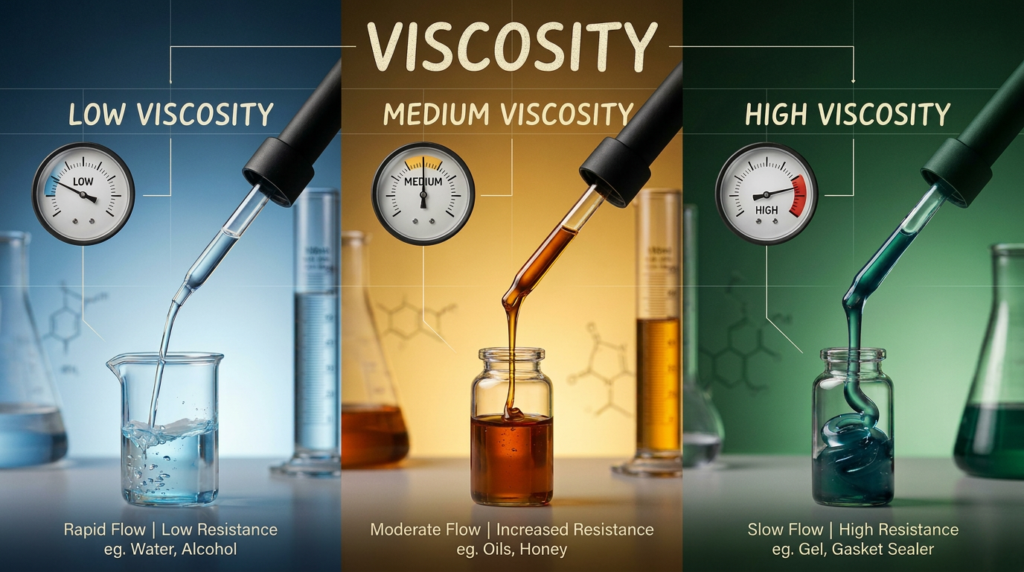
Viscosity measures a fluid’s resistance to flow. The unit is centipoise, abbreviated cP. Water at room temperature measures approximately 1 cP. Honey measures between 2,000 and 10,000 cP depending on temperature. Structural epoxies used in meter-mix dispensing, form-in-place gasket silicones, and thermal interface pastes range from 50,000 to over 1,000,000 cP. The higher the cP value, the more force is required to move the material through a pump, supply line, and nozzle.
Understanding where a material sits on this scale determines every other equipment decision in a dispensing system. A time-pressure system that works reliably on a 500 cP flux will fail to produce consistent volume on a 200,000 cP RTV silicone. A gear pump that handles medium-viscosity adhesives may wear rapidly when running abrasive-filled thermal pastes. Beyond the nominal value, viscosity is not a fixed number. It changes with temperature, shear rate, and in some materials, with time under shear.
Temperature and Viscosity: The Hidden Production Variable
Every liquid changes viscosity as temperature changes. When temperature rises, viscosity falls. When temperature drops, viscosity increases. For most adhesives and sealants, this relationship is nonlinear and steep. Assembly Magazine reported that one sealant’s viscosity dropped from more than 8,000 cP at 64°F to less than 4,000 cP at 78°F. That is a twofold change across just 14 degrees of temperature swing. The temperature-viscosity relationship is most pronounced in hot melt adhesive automation, where viscosity is controlled entirely by temperature rather than chemistry.
Mike Bonner, vice president of engineering and technology at Saint Clair Systems, summarized the practical problem directly: “Even small variations in the temperature of an adhesive and sealant will produce large changes in viscosity, and that can have a significant effect on the performance of the dispensing process.” Robots cannot adapt the way a skilled human operator can. A robot runs the same path, at the same speed, at the same programmed pressure, cycle after cycle. When the material thins on a warm afternoon, the robot dispenses more volume than specified. When it thickens on a cool morning, it dispenses less. Neither condition generates an alarm. Both produce defects.
Tata Motors experienced exactly this at their Pune, India assembly plant. The body shop sealer cells were experiencing frequent and unpredictable line stoppages from dispense pressure faults. The root cause was ambient temperature variation changing the viscosity of the body sealer across the production day. Temperature control technology from Saint Clair Systems resolved the stoppages by holding the material temperature constant at the point of application, eliminating the viscosity variation that was driving the pressure faults.
Thixotropy: When Viscosity Is Not a Single Number
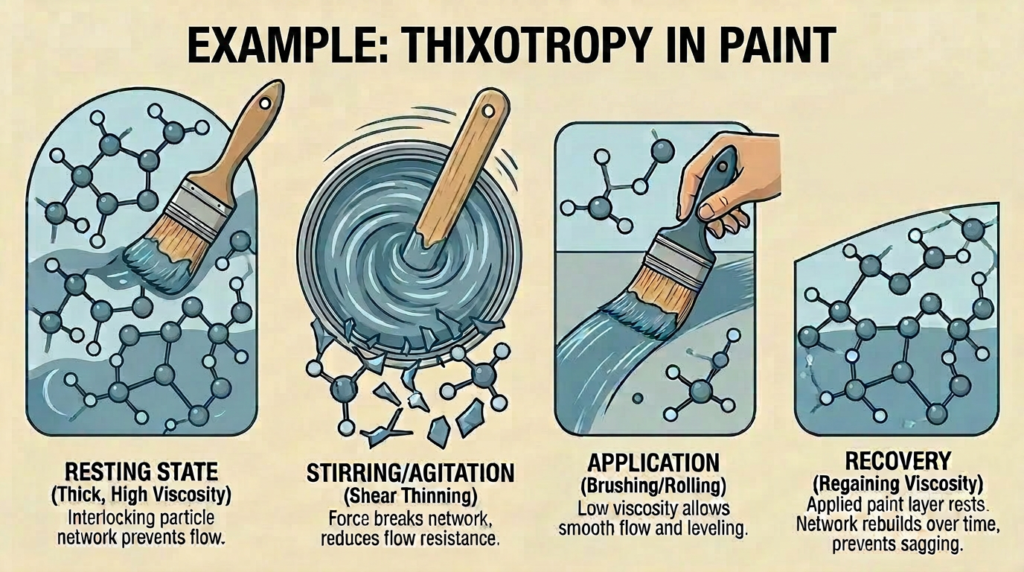
Many manufacturing adhesives and sealants are thixotropic, meaning their viscosity changes under shear stress and then recovers when the stress is removed. Under the pressure of being pushed through a pump and nozzle, a thixotropic material thins and flows easily. After it is deposited on the part, it thickens again and holds its shape without sagging or spreading. This behavior is useful and intentional. RTV silicones, structural epoxies, and thermal interface pastes are typically formulated to be thixotropic precisely because it allows controlled dispensing and stable post-deposit geometry.
In practice, thixotropy means that the viscosity number on a material data sheet describes the material at rest, not under the conditions it experiences inside a dispensing system. Parker’s assembly solutions division notes that the thixotropic index for commercially available conductive adhesives typically ranges from 3 to 6, meaning the material’s viscosity at low shear rates is 3 to 6 times higher than under dispensing conditions. A dispense system designed around the at-rest viscosity will be significantly overpressured in practice. Similarly, a jetting valve that requires fast thixotropic recovery to produce clean droplet separation may fail on a material that recovers slowly, producing tailing and stringing rather than discrete dots.
Choosing the Pump for the Fluid’s Viscosity Profile
Time-pressure dispensing pushes material through a valve using regulated air pressure. Because the same pressure produces different flow rates at different viscosities, time-pressure systems are inherently sensitive to any viscosity change. For low-criticality applications running consistent, temperature-controlled materials with tolerance for ±5% to 10% volume variation, time-pressure dispensing is a reasonable and cost-effective choice. Beyond that narrow context, however, volumetric pump technologies produce significantly more consistent results.
Progressive cavity pumps deliver a defined volume per revolution of the rotor regardless of the fluid’s viscosity state. A sealed metering chamber formed by the rotor-stator geometry provides this independence. Nordson EFD’s 797PCP series, for example, delivers deposit volume accuracy of ±1%, independent of viscosity changes over time. Viscotec’s eco-PEN series handles materials up to 7,000,000 mPas with minimal shear force on the fluid, which matters for abrasive-filled or shear-sensitive materials that would be damaged by high-shear gear pump designs.
AMD Machines documented a real-world example: a Tier 1 powertrain supplier applying form-in-place RTV silicone gaskets on aluminum transmission housings needed 3.0 mm ±0.3 mm bead width across a 680 mm path with 14 corners. The system AMD built used a FANUC M-10iD/12 robot with a Viscotec eco-PEN450 progressive cavity pump running at 120 mm/s. The progressive cavity pump’s viscosity independence was the enabling factor for holding the ±0.3 mm bead tolerance consistently across a full production shift regardless of material temperature variation.
4. The Business Case
Manual dispensing with handheld guns produces operator-to-operator variation that compounds with viscosity variation. AMD Machines consistently reports 30% to 50% material reduction when operations switch from manual to automated dispensing. Beyond material savings, the hidden cost of viscosity-driven defects is quality rework. AMD cites rework rates of 8% to 11% at manual dispensing stations on complex paths, rates that drop dramatically when automated dispensing with proper viscosity management is implemented.
The investment in temperature control and appropriate pump technology pays back through reduced scrap, reduced material waste, and elimination of unplanned downtime from pressure faults. A Graco or Saint Clair Systems heated hose and temperature controller running a structural adhesive line typically costs $5,000 to $20,000. At an adhesive material cost of $80 per liter, a 40% reduction in over-application on a high-volume line saves $60,000 to $150,000 per year according to AMD Machines’ published data.
5. Limitations and Caveats
Temperature control manages the temperature-viscosity relationship but does not eliminate all viscosity variation. Batch-to-batch material variation from the adhesive supplier introduces viscosity differences that temperature control cannot correct because the same temperature produces different viscosities in different batches. Incoming material verification with a viscometer catches out-of-specification batches before they run. This step is frequently skipped, and the consequences show up as unexplained production variation that takes days to diagnose.
Beyond batch variation, two-part mixed adhesives begin curing immediately after the components contact each other. Their viscosity rises as pot life progresses, regardless of temperature. Static mixer selection and pot life management for 2K systems require specific attention that falls outside temperature control solutions. Size the static mixer for the actual flow rate so that material does not dwell in the mixer long enough to begin gelling between dispense cycles.
6. Key Questions Before Committing
- What is the fluid’s viscosity at the minimum, nominal, and maximum ambient temperature the production facility experiences, and how much does that variation affect dispense volume under the proposed pump technology?
- Is the material thixotropic, and if so, what is its thixotropic index and recovery time, and does the chosen pump and valve technology account for viscosity changes under shear during dispensing?
- What is the batch-to-batch viscosity variation specification from the material supplier, and does the process include incoming viscosity verification before each new batch enters the dispense system?
- For 2K systems, what is the pot life of the mixed material at operating temperature, and has the static mixer been sized so that material does not dwell in the mix zone long enough to begin gelling between parts?
- What pump technology has been selected, and was that selection driven by the fluid’s viscosity range and sensitivity to temperature, or by system cost alone?
7. How RBTX Learn Recommends Using This Information
We recommend treating viscosity characterization as the first step in any dispensing system project. Document the fluid’s viscosity at multiple temperatures across the facility’s actual operating range. Confirm whether the material is thixotropic and at what shear rate its dispensing viscosity applies. Verify the batch-to-batch consistency specification with the material supplier. These data points define the pump technology, temperature control requirement, and nozzle selection. Without them, the system is specified around assumptions that frequently prove incorrect in production.
On pump selection, resist defaulting to time-pressure dispensing because it is less expensive. For any application where bead volume tolerance is tighter than ±10% or where ambient temperature variation exceeds 10°F across a production day, progressive cavity pumping with temperature control is the appropriate specification. The cost premium over time-pressure systems is recovered quickly in material savings and scrap reduction. The Tata Motors and AMD powertrain supplier examples both demonstrate that the real cost of inadequate viscosity management is measured in production stoppages and rework, not in equipment line items.